This comprehensive guide explores the world of tube in tube heat exchangers, detailing their functionality, applications, manufacturing processes, and key considerations for selection. We'll delve into the advantages and disadvantages, helping you make informed decisions when choosing a manufacturer for your specific needs.
Understanding Tube in Tube Heat Exchangers
What are Tube in Tube Heat Exchangers?
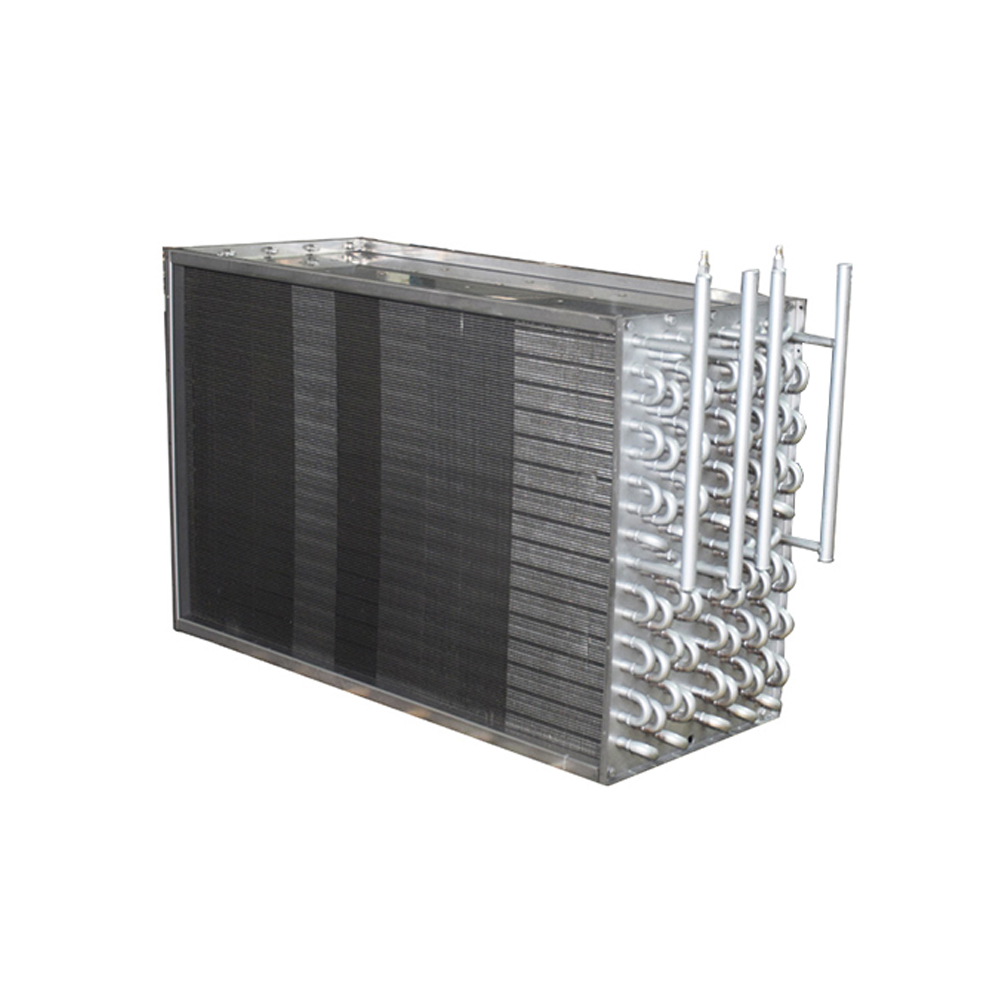
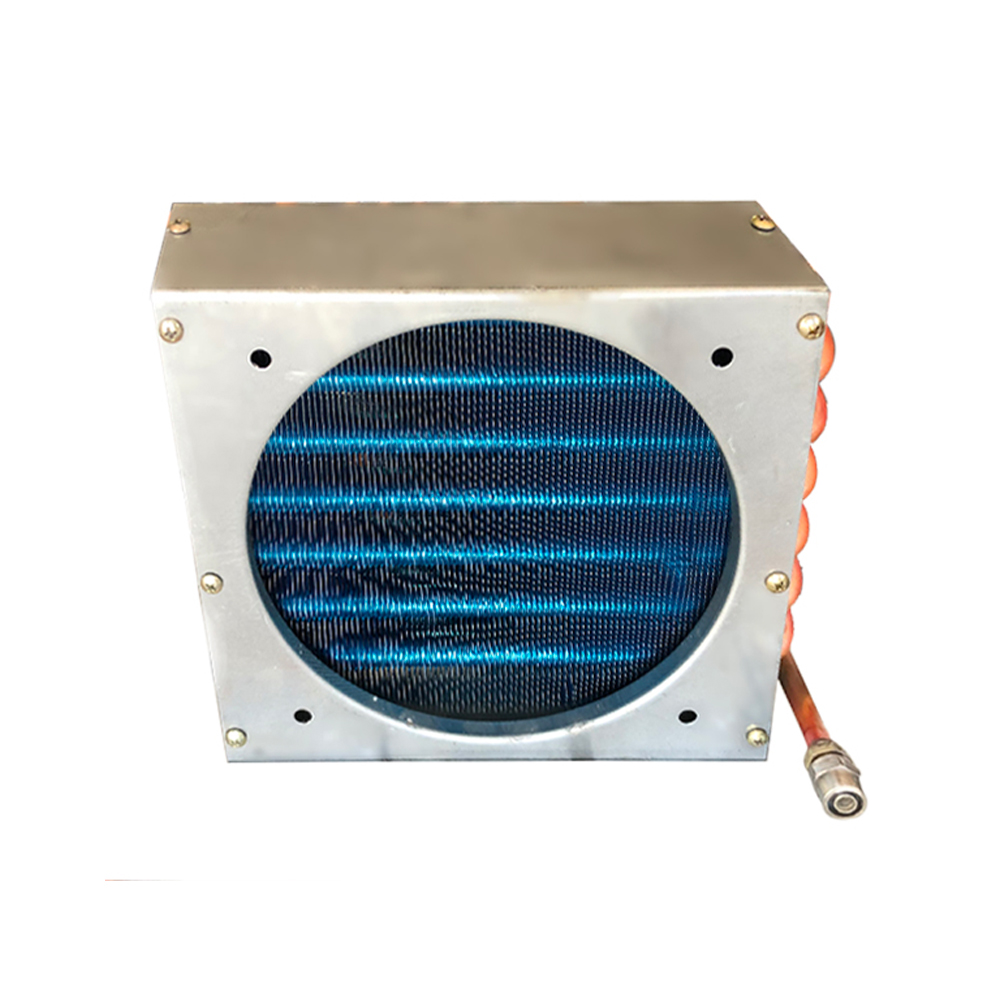
Tube in tube heat exchangers, also known as double-pipe heat exchangers, are simple yet effective devices used for transferring heat between two fluids. They consist of a smaller diameter tube placed concentrically within a larger diameter tube. One fluid flows through the inner tube, while the other flows through the annular space between the two tubes. Heat transfer occurs through the tube wall via conduction.
Types of Tube in Tube Heat Exchangers
Several variations exist, including:
- Countercurrent flow: Fluids flow in opposite directions, maximizing heat transfer efficiency.
- Cocurrent flow: Fluids flow in the same direction, resulting in lower temperature differences but simpler design.
- Multipass designs: Employing multiple bends in either the inner or outer tube to increase heat transfer surface area and improve efficiency.
Choosing a Tube in Tube Heat Exchangers Manufacturer
Factors to Consider
Selecting the right manufacturer is crucial for ensuring quality, performance, and longevity. Key factors include:
- Material selection: The choice of materials (stainless steel, copper, etc.) depends on the fluids being used and their operating temperatures and pressures.
- Manufacturing capabilities: Look for a manufacturer with experience in producing custom designs and meeting specific requirements.
- Quality control: A rigorous quality control process ensures consistent performance and reliability.
- Experience and reputation: Research the manufacturer's track record and customer reviews.
- Lead times and pricing: Consider the manufacturer's production capacity and pricing structure.
Shanghai SHENGLIN M&E Technology Co.,Ltd - A Leading Tube in Tube Heat Exchangers Manufacturer
For high-quality tube in tube heat exchangers, consider Shanghai SHENGLIN M&E Technology Co.,Ltd. They offer a wide range of customizable solutions tailored to diverse industrial applications. Their expertise spans material selection, design optimization, and rigorous quality control, ensuring optimal performance and longevity of their products.
Applications of Tube in Tube Heat Exchangers
Diverse Industrial Uses
Tube in tube heat exchangers find applications in various industries, including:
- Chemical processing
- Pharmaceutical manufacturing
- Oil and gas refining
- Food and beverage processing
- Power generation
Advantages and Disadvantages
| Advantages | Disadvantages |
| Simple design and construction | Relatively low heat transfer efficiency compared to more complex designs |
| Easy to clean and maintain | Limited heat transfer surface area for a given size |
| Cost-effective for smaller applications | Not suitable for high-pressure or high-temperature applications without modifications |
Conclusion
Selecting the appropriate tube in tube heat exchangers manufacturer requires careful consideration of your specific needs and application requirements. By understanding the various types, advantages, disadvantages, and critical selection factors, you can confidently choose a manufacturer that provides reliable, high-performing heat exchangers for your project. Remember to research thoroughly and compare options before making a final decision. For superior quality and expert service, explore the capabilities of Shanghai SHENGLIN M&E Technology Co.,Ltd.