This comprehensive guide helps you navigate the world of OEM tubular heat exchanger factories, providing crucial information to make informed decisions for your specific needs. Learn about different types, materials, applications, and key considerations when selecting a manufacturer. We’ll also explore the factors that contribute to choosing the right partner for your project, ensuring optimal performance and long-term success.
Understanding Tubular Heat Exchangers
Types of Tubular Heat Exchangers
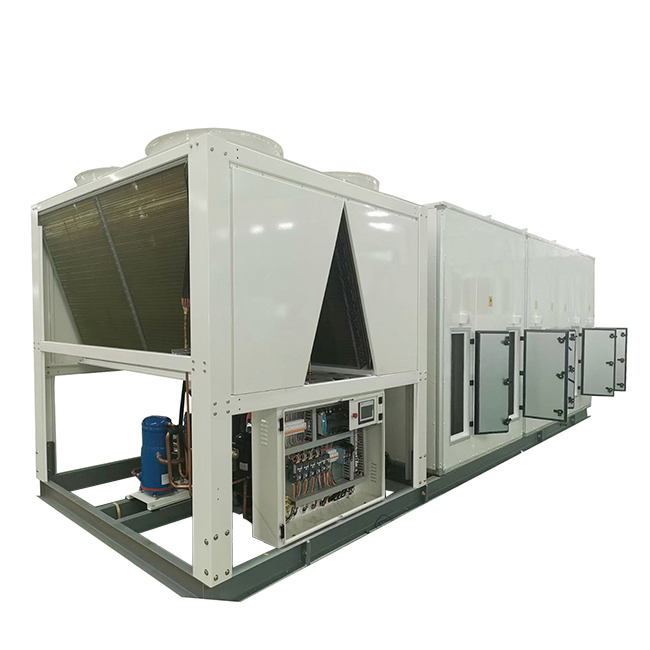
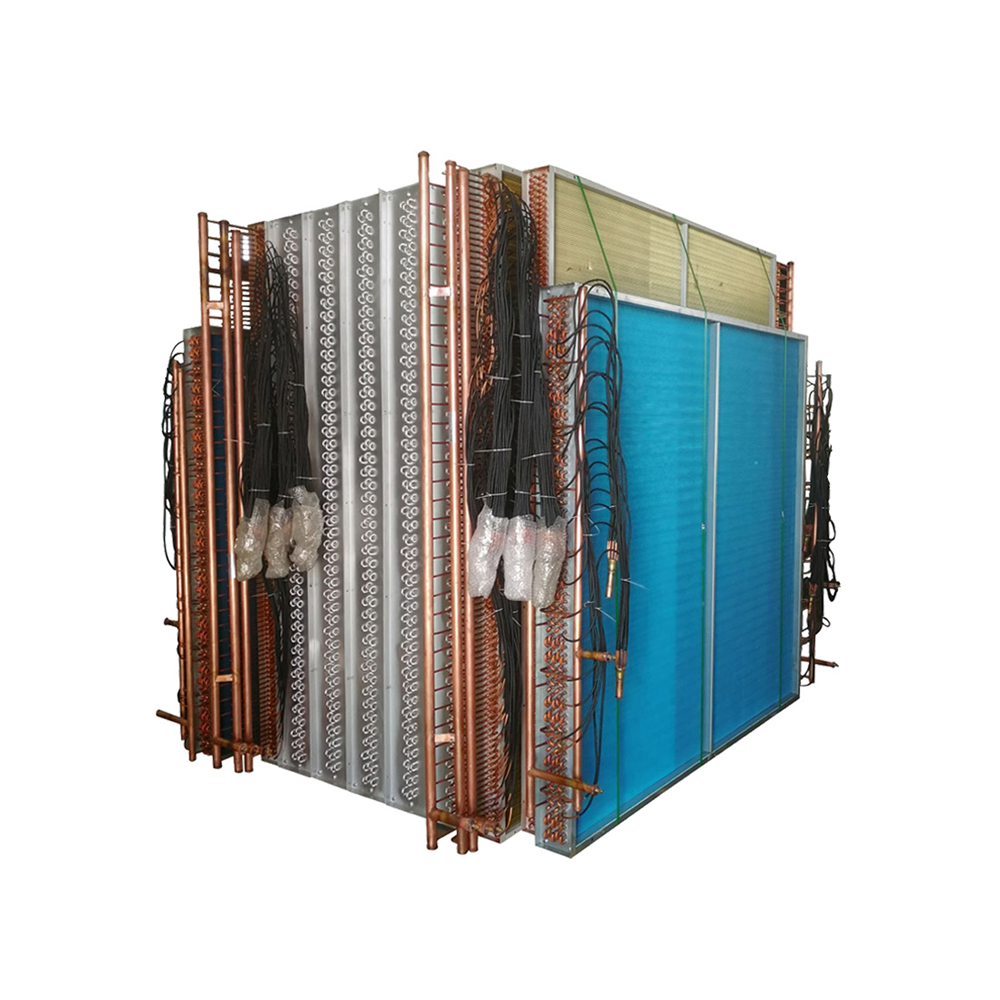
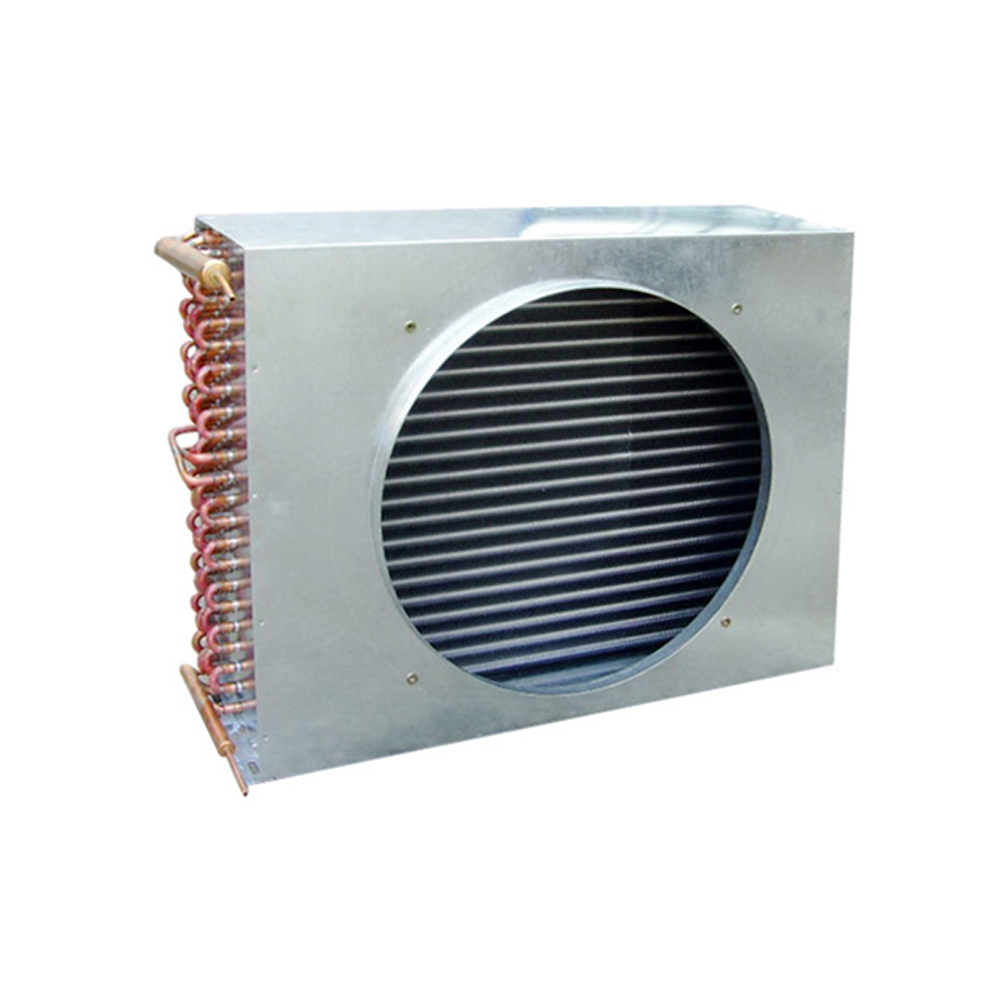
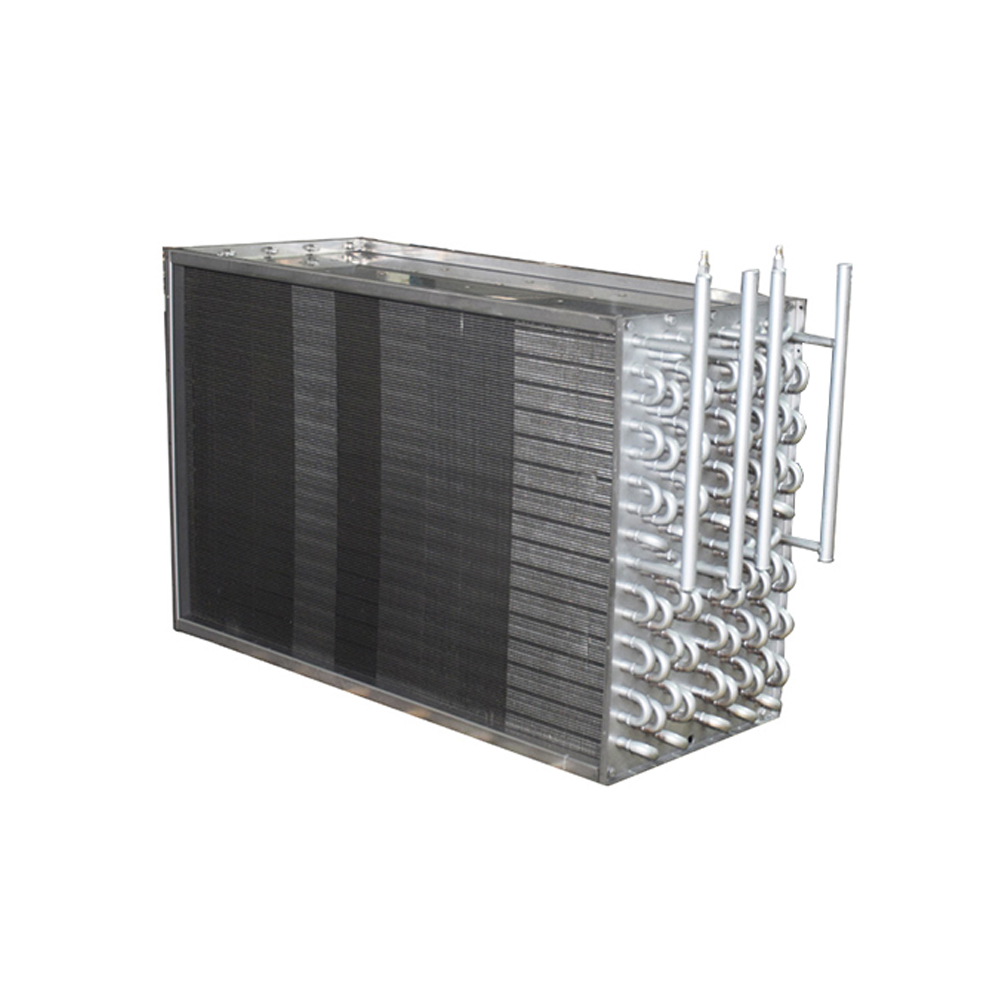
OEM tubular heat exchangers come in various configurations, each designed for specific applications. Common types include shell and tube, U-tube, and double-pipe exchangers. Shell and tube exchangers are the most versatile and widely used, handling a broad range of pressures and temperatures. U-tube exchangers are compact and easy to maintain, while double-pipe exchangers are simple and cost-effective for smaller applications. The selection depends on factors like pressure, temperature, fluid properties, and the required heat transfer rate.
Materials Used in Manufacturing
The material choice significantly impacts the performance and lifespan of your OEM tubular heat exchanger. Common materials include stainless steel, carbon steel, copper, and titanium. Stainless steel offers excellent corrosion resistance, while carbon steel is a cost-effective option for less demanding applications. Copper provides high thermal conductivity, and titanium is ideal for highly corrosive environments. The optimal material selection depends on the specific fluids and operating conditions.
Selecting the Right OEM Tubular Heat Exchanger Factory
Factors to Consider When Choosing a Manufacturer
Choosing the right OEM tubular heat exchanger factory requires careful consideration of several factors. These include the manufacturer's experience, manufacturing capabilities, quality control procedures, and customer support. It’s crucial to assess their capacity to meet your specific requirements, including design flexibility, production volume, and delivery timelines. Verifying certifications and industry compliance is equally important.
Assessing Manufacturer Capabilities
Before committing, thoroughly investigate the manufacturer's capabilities. Look for evidence of their expertise in designing and manufacturing OEM tubular heat exchangers. Review their past projects and client testimonials to gauge their reliability and quality of work. Consider their use of advanced manufacturing techniques and their ability to meet demanding specifications.
Key Considerations for OEM Tubular Heat Exchanger Procurement
Quality Control and Testing
Rigorous quality control is crucial in the manufacturing of OEM tubular heat exchangers. Reputable manufacturers employ comprehensive testing procedures to ensure that the final product meets the required specifications and industry standards. Inquire about their testing methods and quality certifications to ensure the reliability and performance of your exchanger.
Customization and Design Flexibility
Many applications demand customized OEM tubular heat exchangers. A reliable manufacturer should be able to work with you to design a solution that meets your specific requirements. Consider their ability to adapt to non-standard sizes, materials, and configurations. The flexibility in design can be crucial for optimal performance and integration into your system.
Cost and Value Analysis
While cost is a significant factor, it's crucial to perform a thorough value analysis. Consider the long-term operational costs, including maintenance, energy efficiency, and potential downtime. A slightly higher upfront cost for a high-quality, durable OEM tubular heat exchanger can translate into significant savings over its lifespan. Selecting a reliable manufacturer often leads to lower maintenance and fewer replacements over time.
Finding Your Ideal Partner: Shanghai SHENGLIN M&E Technology Co., Ltd
For high-quality OEM tubular heat exchangers and exceptional customer service, consider Shanghai SHENGLIN M&E Technology Co., Ltd. Their expertise and commitment to excellence make them a leading choice in the industry. Explore their range of products and services to find the perfect solution for your needs.
| Feature | SHENGLIN | Competitor A |
| Design Flexibility | High | Medium |
| Quality Control | ISO 9001 Certified | ISO 9001 Certified |
| Lead Time | Competitive | Variable |
Note: Competitor A is a placeholder; specific comparisons require data from actual competitors.