This comprehensive guide helps you navigate the world of OEM packaged unit manufacturers, offering insights into selecting the ideal partner based on your specific requirements. We'll explore key factors to consider, including production capabilities, quality control measures, and the importance of a strong collaborative relationship. Learn how to effectively evaluate potential partners and make an informed decision that aligns with your business goals.
Understanding OEM Packaged Unit Manufacturing
What are OEM Packaged Units?
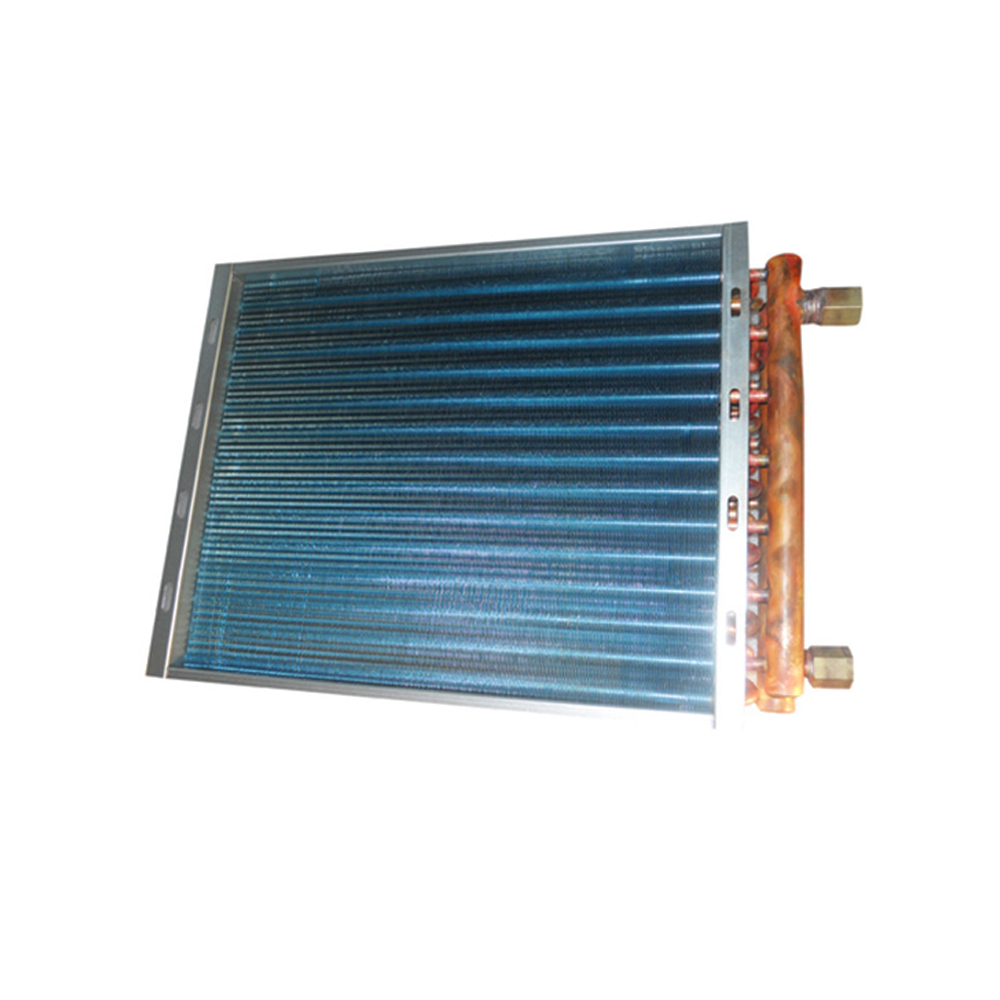
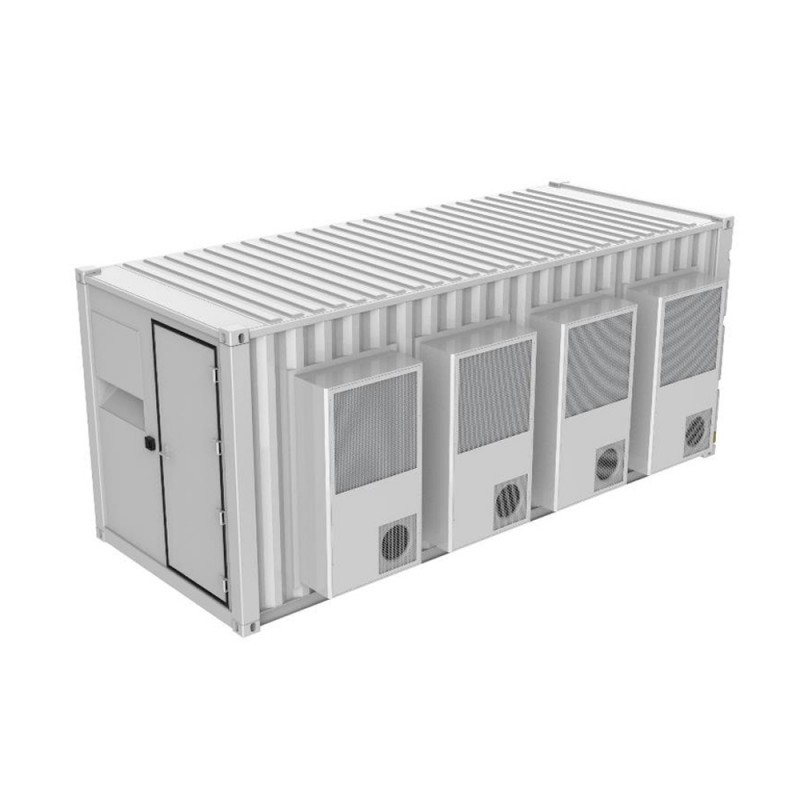
OEM packaged units refer to pre-assembled air conditioning or refrigeration systems manufactured by one company (the manufacturer) and sold to another company (the OEM) for integration into their own products or systems. These units are typically designed to meet specific performance and size requirements, offering a convenient solution for original equipment manufacturers. The key benefit for OEMs is that it removes the need for in-house manufacturing, allowing them to focus on their core competencies.
Types of OEM Packaged Units
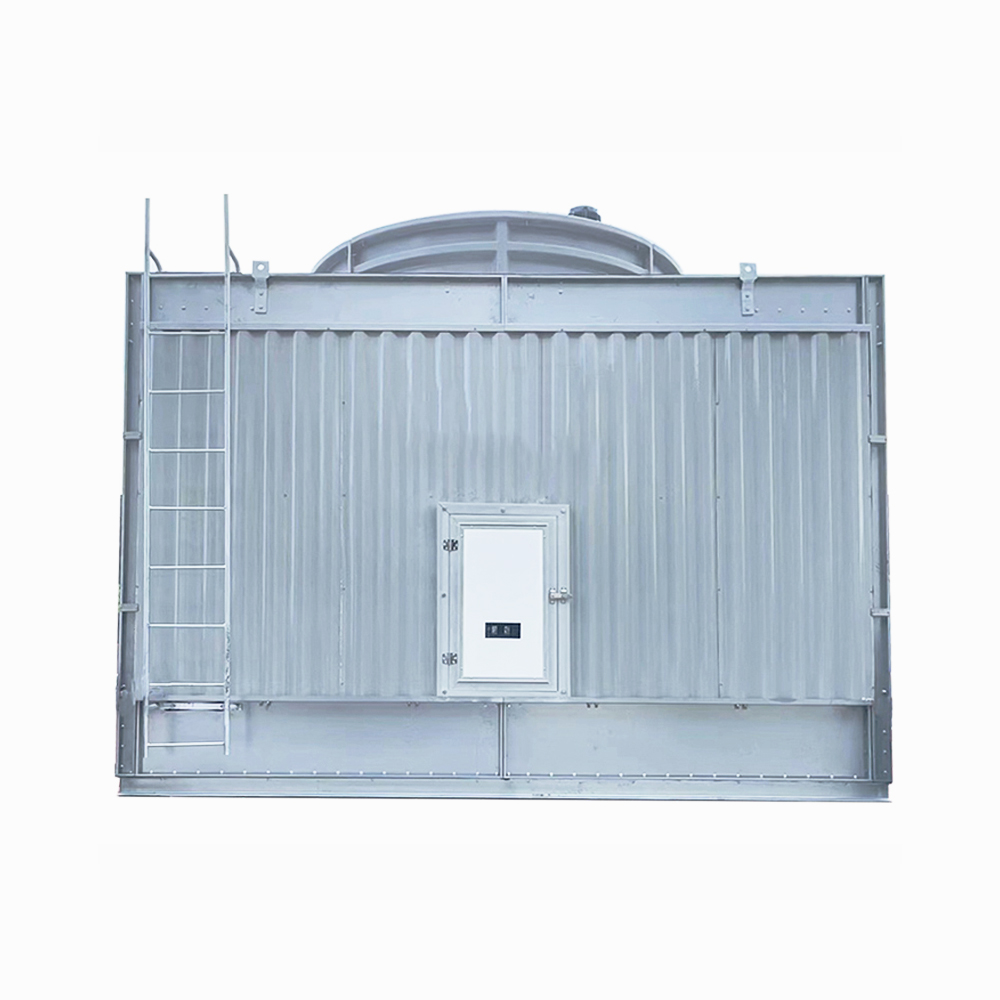
The market offers a wide variety of OEM packaged units, categorized by factors like cooling capacity, refrigerant type, application (e.g., HVAC, refrigeration), and energy efficiency standards. Some common types include air-cooled chillers, water-cooled chillers, and packaged rooftop units. The choice depends heavily on the specific needs of the OEM and the intended application.
Choosing the Right OEM Packaged Unit Manufacturer
Factors to Consider When Selecting a Manufacturer
Selecting the right OEM packaged unit manufacturer is crucial for your success. Here are key aspects to evaluate:
- Production Capacity and Lead Times: Can the manufacturer meet your production volume and delivery deadlines? Inquire about their manufacturing capacity and typical lead times.
- Quality Control and Certifications: Verify the manufacturer's quality control processes and certifications (e.g., ISO 9001). A rigorous quality control system ensures consistent product quality and reliability.
- Customization Options: Does the manufacturer offer customization options to meet your specific design requirements? Flexibility is essential for many OEM projects.
- Technical Support and Expertise: Assess the manufacturer's technical support capabilities and the expertise of their engineering team. A responsive and knowledgeable support team can prove invaluable.
- Pricing and Payment Terms: Compare pricing from different manufacturers and carefully review their payment terms to ensure they align with your budget and financial policies.
- Location and Logistics: Consider the manufacturer's location and its impact on logistics and transportation costs. A geographically convenient location can streamline the supply chain.
Evaluating Potential Manufacturers
To effectively evaluate potential manufacturers, consider requesting samples, conducting site visits, and thoroughly reviewing their references. Don't hesitate to ask detailed questions about their processes, capabilities, and past performance. A comprehensive evaluation will help you identify the best partner for your needs.
Case Study: A Successful Partnership
While specific details about individual clients are confidential, we can share a general example. A major retailer partnered with a reliable OEM packaged unit manufacturer to create customized refrigeration units for their nationwide network of stores. The manufacturer's ability to provide efficient, high-quality units at scale, coupled with strong technical support, ensured a successful project and long-term collaboration. This highlights the importance of choosing a manufacturer that can scale with your business growth.
Finding Your Ideal OEM Packaged Unit Manufacturer
The selection of an OEM packaged unit manufacturer is a significant decision that impacts your product quality, cost, and overall success. By meticulously assessing the factors outlined above and engaging in thorough due diligence, you can establish a robust and beneficial partnership. Remember to prioritize clear communication, collaboration, and a shared commitment to quality throughout the entire process.
For high-quality OEM packaged units, consider exploring partnerships with experienced manufacturers. For more information, visit Shanghai SHENGLIN M&E Technology Co.,Ltd.