This comprehensive guide explores the world of OEM double pipe heat exchangers, covering manufacturing processes, applications, and key considerations for selecting the right manufacturer. We'll delve into the specifics of design, materials, and efficiency to help you make informed decisions for your project.
Understanding Double Pipe Heat Exchangers
What are Double Pipe Heat Exchangers?
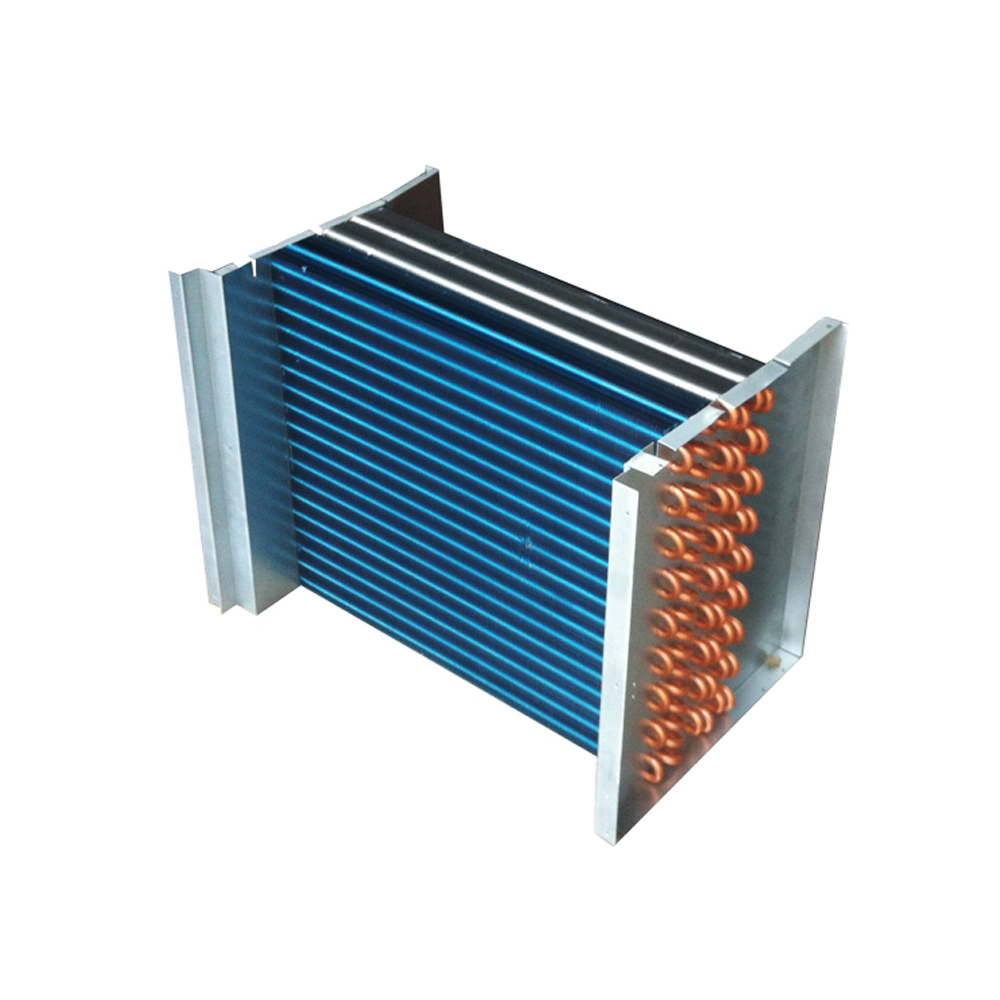
OEM double pipe heat exchangers are simple, yet effective, heat transfer devices consisting of two concentric pipes. One fluid flows through the inner pipe, while the other flows through the annulus (the space between the pipes). Heat is transferred between the fluids through the pipe wall. Their simplicity makes them cost-effective for many applications.
Types of Double Pipe Heat Exchangers
Several variations exist, including counter-current flow (fluids flow in opposite directions for optimal heat transfer), parallel flow (fluids flow in the same direction), and configurations with multiple concentric pipes for increased heat transfer area. The choice depends on factors like required efficiency and pressure drop.
Choosing the Right OEM Double Pipe Heat Exchanger Manufacturer
Factors to Consider When Selecting a Manufacturer
Selecting a reliable OEM double pipe heat exchangers manufacturer is crucial. Consider these key factors:
- Experience and Expertise: Look for manufacturers with a proven track record and deep understanding of heat transfer principles.
- Manufacturing Capabilities: Ensure the manufacturer possesses the necessary equipment and expertise to produce high-quality exchangers in your required sizes and materials.
- Material Selection: The choice of materials (stainless steel, copper, etc.) significantly impacts durability, corrosion resistance, and cost. Discuss your specific application requirements with the manufacturer to determine the optimal material.
- Quality Control: A robust quality control process is essential to guarantee the performance and longevity of your heat exchanger. Inquire about their testing and inspection procedures.
- Customization Options: Does the manufacturer offer customization options to meet your specific needs? This is particularly important for OEM applications.
- Lead Times and Delivery: Inquire about their typical lead times and their ability to meet your project deadlines.
- After-Sales Support: A reputable manufacturer will provide adequate after-sales support, including troubleshooting and maintenance assistance.
Shanghai SHENGLIN M&E Technology Co.,Ltd: A Leading Manufacturer of Double Pipe Heat Exchangers
Shanghai SHENGLIN M&E Technology Co., Ltd. (https://www.ShenglinCoolers.com/) is a reputable manufacturer of high-quality OEM double pipe heat exchangers. They specialize in designing and manufacturing custom solutions to meet the specific needs of various industries. Their commitment to quality and customer satisfaction makes them a top choice for businesses seeking reliable and efficient heat exchange solutions.
Applications of Double Pipe Heat Exchangers
Industries Utilizing Double Pipe Heat Exchangers
OEM double pipe heat exchangers find applications across a wide range of industries, including:
- Chemical Processing
- Pharmaceutical Manufacturing
- Food and Beverage Processing
- Oil and Gas
- Power Generation
Design Considerations for Double Pipe Heat Exchangers
Key Parameters Affecting Heat Transfer
Several factors influence the effectiveness of a double pipe heat exchanger, including:
- Fluid flow rates
- Temperature differences
- Pipe diameters and lengths
- Fluid properties (viscosity, thermal conductivity)
Proper design is crucial for maximizing heat transfer efficiency and minimizing pressure drop. A skilled OEM double pipe heat exchangers manufacturer will work with you to optimize the design for your specific application.
Conclusion
Choosing the right OEM double pipe heat exchangers manufacturer is a critical decision that significantly impacts the performance and longevity of your system. By carefully considering the factors discussed above, you can select a partner that meets your needs and helps you achieve your project goals. Remember to always prioritize quality, expertise, and reliable after-sales support when making your selection.