This comprehensive guide helps you navigate the complexities of sourcing a reliable OEM 100 ton cooling tower factory. We'll explore key factors to consider when selecting a manufacturer, ensuring you find a partner that meets your specific needs and delivers high-quality equipment. From understanding specifications to evaluating supplier capabilities, this resource provides practical advice for a successful procurement process.
Understanding Your 100 Ton Cooling Tower Requirements
Capacity and Performance
A 100 ton cooling tower requires precise specifications. Consider the cooling capacity needed based on your application (e.g., industrial processes, HVAC systems). Factors like ambient temperature, water temperature, and airflow significantly impact performance. Consult with cooling tower experts to determine the optimal specifications for your needs. Incorrect sizing can lead to inefficiency and higher operating costs.
Material Selection
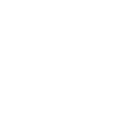
The material of the cooling tower directly affects its durability and lifespan. Common materials include fiberglass reinforced plastic (FRP), galvanized steel, and concrete. Each material offers different advantages and disadvantages regarding corrosion resistance, strength, and cost. FRP towers are often preferred for their corrosion resistance and lighter weight, while steel towers might be more cost-effective in certain situations. Choosing the appropriate material depends on your environment and budget. Consider the long-term maintenance costs associated with each material.
Design and Features
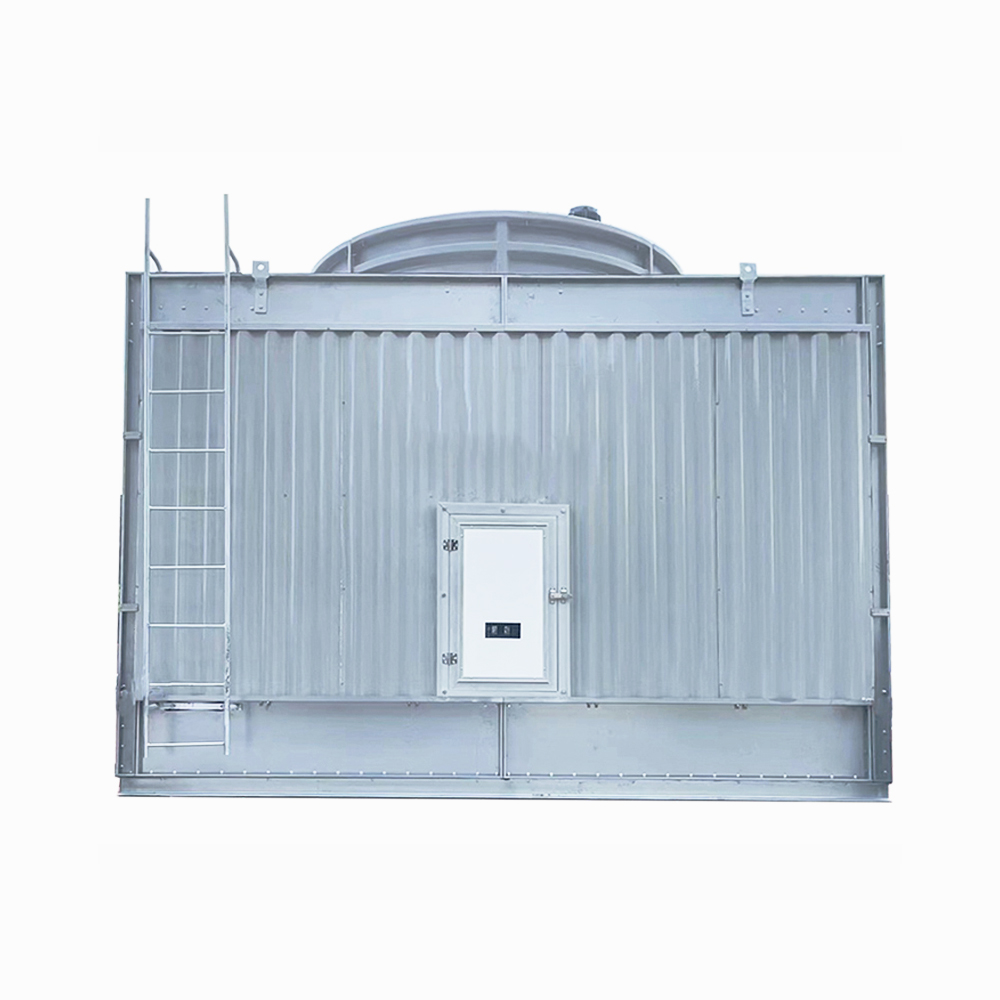
Cooling towers come in various designs, including counterflow, crossflow, and induced draft. Each design has its own characteristics in terms of efficiency, footprint, and noise levels. Consider features like fill media type (film or splash), fan design, and control systems. Advanced features such as variable-speed fans can optimize energy consumption and improve performance.
Evaluating Potential OEM 100 Ton Cooling Tower Factories
Manufacturing Capabilities and Experience
Thoroughly investigate the manufacturer's capabilities. Look for a factory with a proven track record of producing high-quality 100 ton cooling towers. Check their certifications (e.g., ISO 9001) and inquire about their experience with similar projects. A reputable manufacturer will be transparent about their processes and quality control measures.
Quality Control and Testing
Rigorous quality control is paramount. Inquire about the manufacturer's testing procedures for both raw materials and finished products. Ensure they adhere to industry standards and conduct thorough performance testing before shipment. Ask for references and case studies to verify their commitment to quality.
After-Sales Service and Support
Consider the manufacturer's after-sales service and support capabilities. A reliable provider should offer warranties, technical assistance, and readily available spare parts. Prompt and efficient support is crucial for minimizing downtime and ensuring the long-term performance of your OEM 100 ton cooling tower.
Choosing the Right Partner: A Practical Approach
Selecting a reliable OEM 100 ton cooling tower factory involves careful consideration of several factors. Compare quotes from multiple suppliers, ensuring you have a clear understanding of the specifications, pricing, and service terms. Prioritize manufacturers that demonstrate a commitment to quality, transparency, and customer satisfaction. Don't hesitate to ask questions and thoroughly investigate their credentials before making a final decision. Remember, a well-chosen partner can ensure the long-term success of your project. For high-quality cooling towers, consider contacting Shanghai SHENGLIN M&E Technology Co.,Ltd. They offer a wide range of cooling tower solutions.
Comparison of Key Features (Example - Replace with actual data from manufacturers)
| Feature | Manufacturer A | Manufacturer B |
| Cooling Capacity (tons) | 100 | 100 |
| Material | FRP | Galvanized Steel |
| Warranty (years) | 2 | 3 |
| Fan Type | Axial | Centrifugal |
Disclaimer: This information is for guidance only. Always consult with industry professionals and manufacturers for specific requirements and recommendations. The example table uses placeholder data. Actual specifications may vary.