This guide provides a detailed overview of China tube in tube heat exchangers manufacturers, exploring their capabilities, product types, applications, and considerations for selection. Learn about the diverse range of heat exchangers available and the factors influencing optimal choice for your specific needs. We'll cover key specifications, materials, and industry best practices.
Understanding Tube in Tube Heat Exchangers
What are Tube in Tube Heat Exchangers?
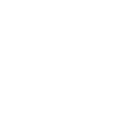
Tube in tube heat exchangers, also known as double-pipe heat exchangers, are simple yet effective devices used for transferring heat between two fluids. They consist of a smaller diameter inner tube positioned concentrically within a larger diameter outer tube. The fluids flow through these tubes, exchanging heat across the tube wall. This design makes them relatively easy to manufacture, maintain, and clean, which is why they are a common choice for numerous industrial and commercial applications.
Types of Tube in Tube Heat Exchangers
Various designs exist, each optimized for different applications and operating conditions. These include:
- Counter-current flow: Fluids flow in opposite directions, maximizing heat transfer efficiency.
- Co-current flow: Fluids flow in the same direction, resulting in lower heat transfer efficiency but simpler design.
- Multi-pass designs: Employing multiple passes of the fluid within either the inner or outer tube to increase heat transfer area and efficiency.
Choosing a China Tube in Tube Heat Exchanger Manufacturer
Factors to Consider
Selecting the right China tube in tube heat exchangers manufacturer is crucial. Consider these vital factors:
- Manufacturing capabilities: Assess their ability to produce heat exchangers in various sizes, materials, and configurations to meet your specific needs.
- Quality control: Inquire about their quality control processes and certifications to ensure consistent product quality and reliability. Look for compliance with international standards.
- Experience and reputation: Research the manufacturer's history, industry experience, and customer reviews to gauge their track record and reliability.
- Pricing and delivery: Compare pricing from multiple manufacturers, considering factors such as lead times, minimum order quantities, and overall costs.
- After-sales service: Assess their ability to provide support, maintenance, and replacement parts, ensuring long-term reliability.
Material Selection
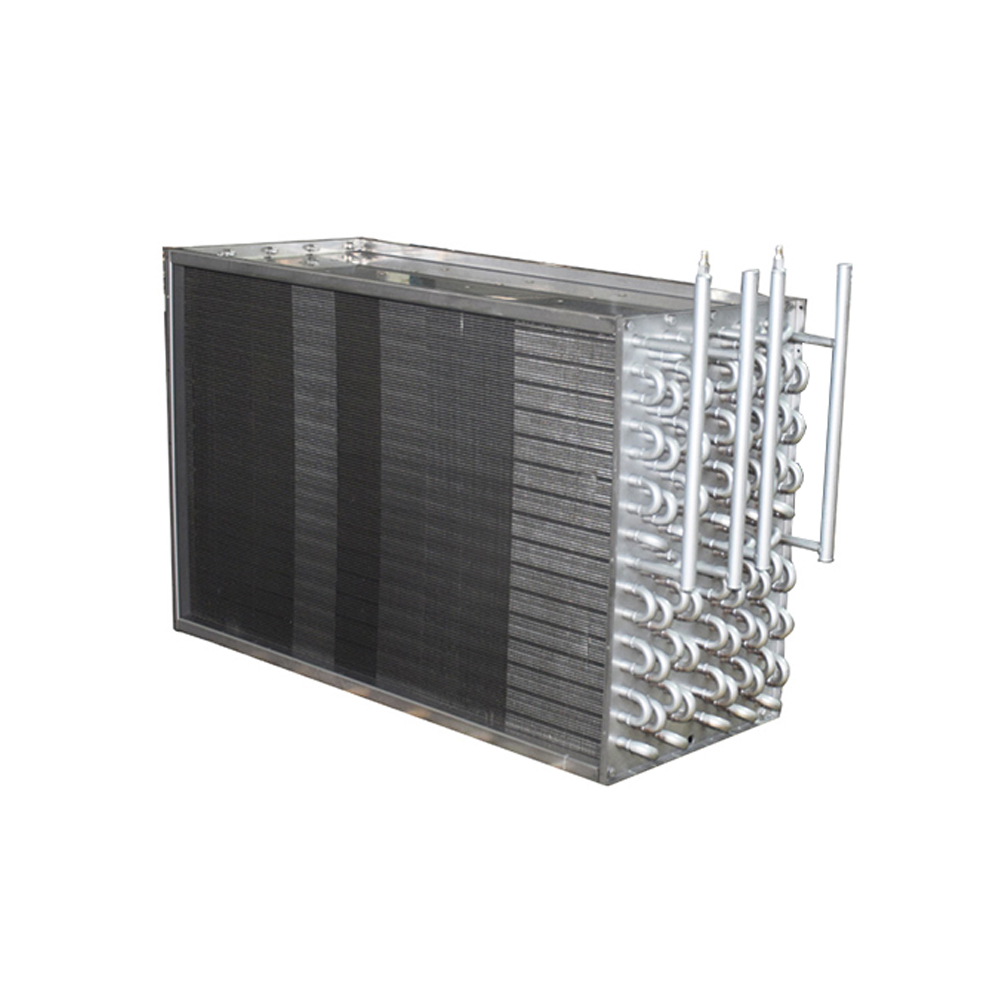
The choice of material significantly impacts the heat exchanger's performance and lifespan. Common materials include:
- Stainless steel (various grades): Offers excellent corrosion resistance and high temperature capabilities.
- Copper: High thermal conductivity, making it ideal for applications requiring efficient heat transfer.
- Carbon steel: Cost-effective option suitable for non-corrosive environments.
Applications of Tube in Tube Heat Exchangers
Diverse Applications Across Industries
Tube in tube heat exchangers find widespread application in a variety of industries, including:
- Chemical processing
- Pharmaceutical manufacturing
- Food and beverage processing
- Power generation
- HVAC systems
Shanghai SHENGLIN M&E Technology Co., Ltd.
For high-quality tube in tube heat exchangers, consider Shanghai SHENGLIN M&E Technology Co., Ltd.. They offer a wide range of customized solutions tailored to specific requirements, ensuring optimal performance and reliability. Their commitment to quality and customer satisfaction makes them a trusted partner for diverse industrial applications.
Conclusion
Selecting the appropriate China tube in tube heat exchangers manufacturer involves careful consideration of various factors. By understanding the different types, materials, and applications of these heat exchangers, and by thoroughly evaluating potential manufacturers based on the criteria outlined above, you can make an informed decision to ensure the optimal performance and long-term success of your project. Remember to always prioritize quality, reliability, and after-sales support.