Finding the right manufacturer for your best tube in tube heat exchangers is crucial for ensuring efficient and reliable heat transfer in your industrial processes. This guide will walk you through the key aspects to consider when choosing a factory, from understanding the manufacturing process to evaluating the quality of the final product. We'll explore various design considerations, material choices, and applications to help you make the best decision for your specific needs. Remember, a well-chosen manufacturer can significantly impact the longevity and performance of your heat exchangers.
Understanding Tube in Tube Heat Exchangers
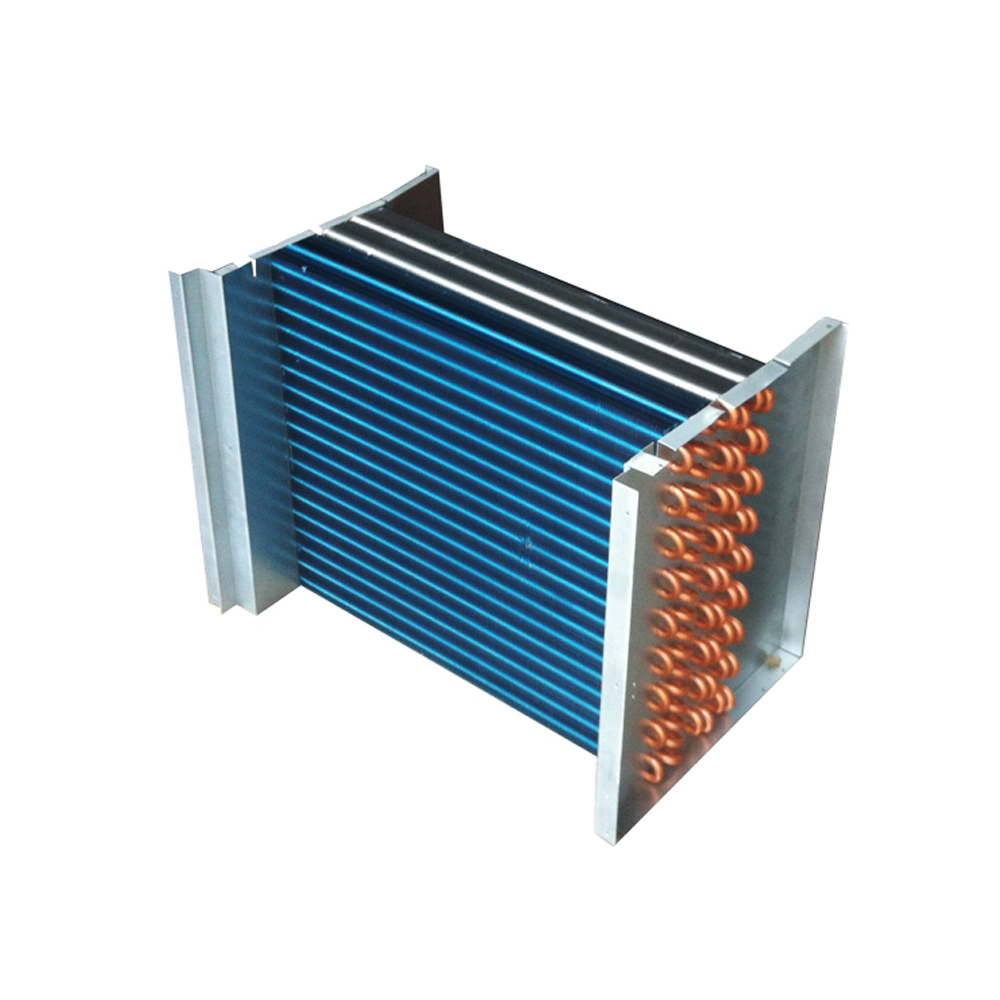
Tube in tube heat exchangers, also known as double-pipe heat exchangers, are simple yet effective devices used for heat transfer between two fluids. They consist of two concentric tubes, with one fluid flowing through the inner tube and the other flowing through the annular space between the tubes. This design allows for efficient heat exchange through conduction and convection. The choice of material for the tubes is crucial and depends on factors such as the temperature and pressure of the fluids involved, as well as the corrosiveness of the fluids. Common materials include stainless steel, copper, and titanium.
Manufacturing Processes
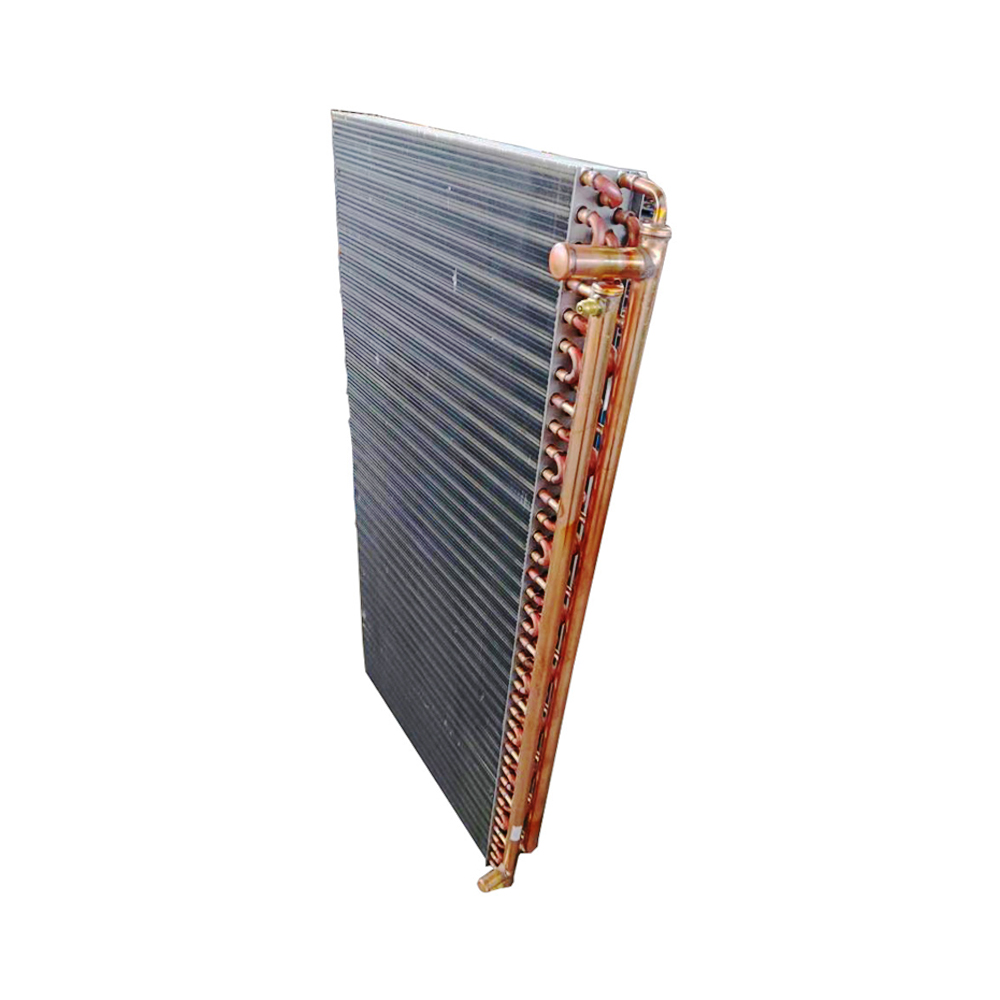
The manufacturing process for best tube in tube heat exchangers involves several steps, including tube bending, welding, and testing. High-precision manufacturing techniques are essential to ensure the integrity and performance of the heat exchanger. Reputable factories utilize advanced manufacturing equipment and rigorous quality control measures to guarantee the consistency and reliability of their products. This includes rigorous testing to ensure leak-proof construction and optimal thermal performance. Look for factories that are transparent about their manufacturing processes and willing to provide documentation and certifications.
Choosing the Right Tube in Tube Heat Exchanger Factory
Selecting the ideal best tube in tube heat exchangers factory requires careful consideration of several factors. Beyond the manufacturing process, the factory's experience, certifications, and customer support are key indicators of reliability and quality. We will delve into these factors in more detail below.
Material Selection and Design Considerations
| Material | Advantages | Disadvantages |
| Stainless Steel | Corrosion resistant, high strength | Higher cost than some alternatives |
| Copper | Excellent thermal conductivity, relatively inexpensive | Susceptible to corrosion in certain environments |
| Titanium | Excellent corrosion resistance, high strength-to-weight ratio | Very high cost |
Table 1: Material Comparison for Tube in Tube Heat Exchangers
Factory Certifications and Experience
Look for factories with relevant industry certifications, such as ISO 9001 (quality management systems) and relevant safety certifications. A long track record of successful projects and satisfied customers is a strong indicator of a reliable manufacturer. Check online reviews and testimonials to gauge their reputation. Don't hesitate to request references and contact previous clients to inquire about their experiences. Shanghai SHENGLIN M&E Technology Co.,Ltd (https://www.ShenglinCoolers.com/) is a leading manufacturer of high-quality heat exchangers.
Applications of Tube in Tube Heat Exchangers
Tube in tube heat exchangers find applications across various industries, including:
- Chemical processing
- Oil and gas refining
- Power generation
- Food and beverage processing
- Pharmaceutical manufacturing
The specific design and materials will vary depending on the application and the fluids being processed. For instance, a heat exchanger used in a high-pressure, high-temperature environment will require different materials and a more robust design than one used in a low-pressure, low-temperature application.
Conclusion
Choosing the best best tube in tube heat exchangers factory involves careful consideration of the manufacturing process, material selection, design aspects, and factory reputation. By thoroughly evaluating these factors, you can ensure you select a high-quality product that meets your specific needs and delivers optimal performance. Remember to thoroughly research potential suppliers and don't hesitate to ask questions to ensure a successful partnership.

















.jpg)