Finding the right manufacturer for a 100-ton cooling tower is crucial for large-scale industrial and commercial applications. This guide explores key factors to consider when selecting a Best 100 ton cooling tower Manufacturer, offering insights into critical features, performance metrics, and reputable suppliers. We'll cover various cooling tower types, design considerations, maintenance needs, and how to ensure optimal efficiency and longevity. Learn how to make an informed decision to support your specific cooling requirements.
Understanding 100-Ton Cooling Tower Requirements
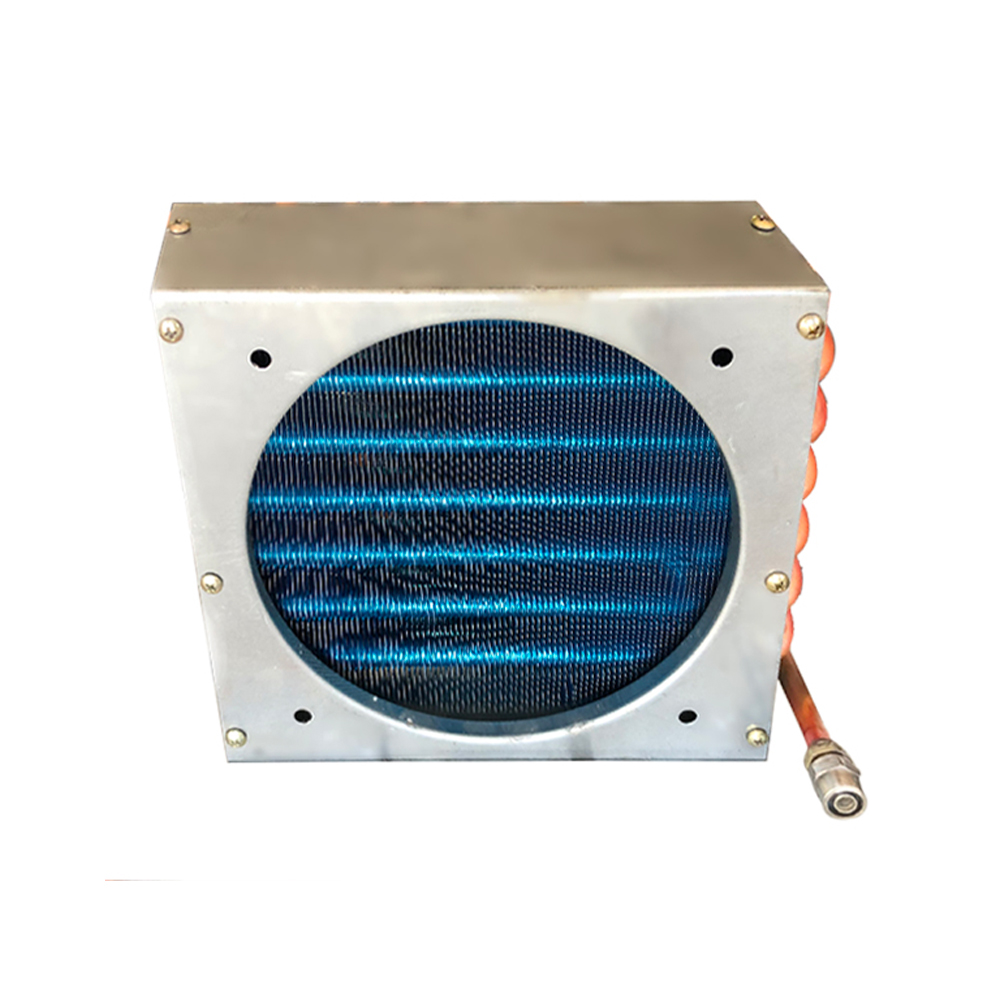
Capacity and Performance
A 100-ton cooling tower demands robust construction and high-efficiency components. Consider the specific heat load your system requires, factoring in potential future expansions. Look for manufacturers who provide detailed performance data, including water flow rates, air volume, and cooling range. Accurate capacity calculations are vital to avoid under- or over-sizing.
Types of 100-Ton Cooling Towers
Several types exist, including counterflow, crossflow, and induced-draft designs. Each design has its advantages and disadvantages concerning efficiency, footprint, and maintenance. Research thoroughly to determine the optimal design for your application and location. Consider factors like available space, environmental regulations, and noise levels.
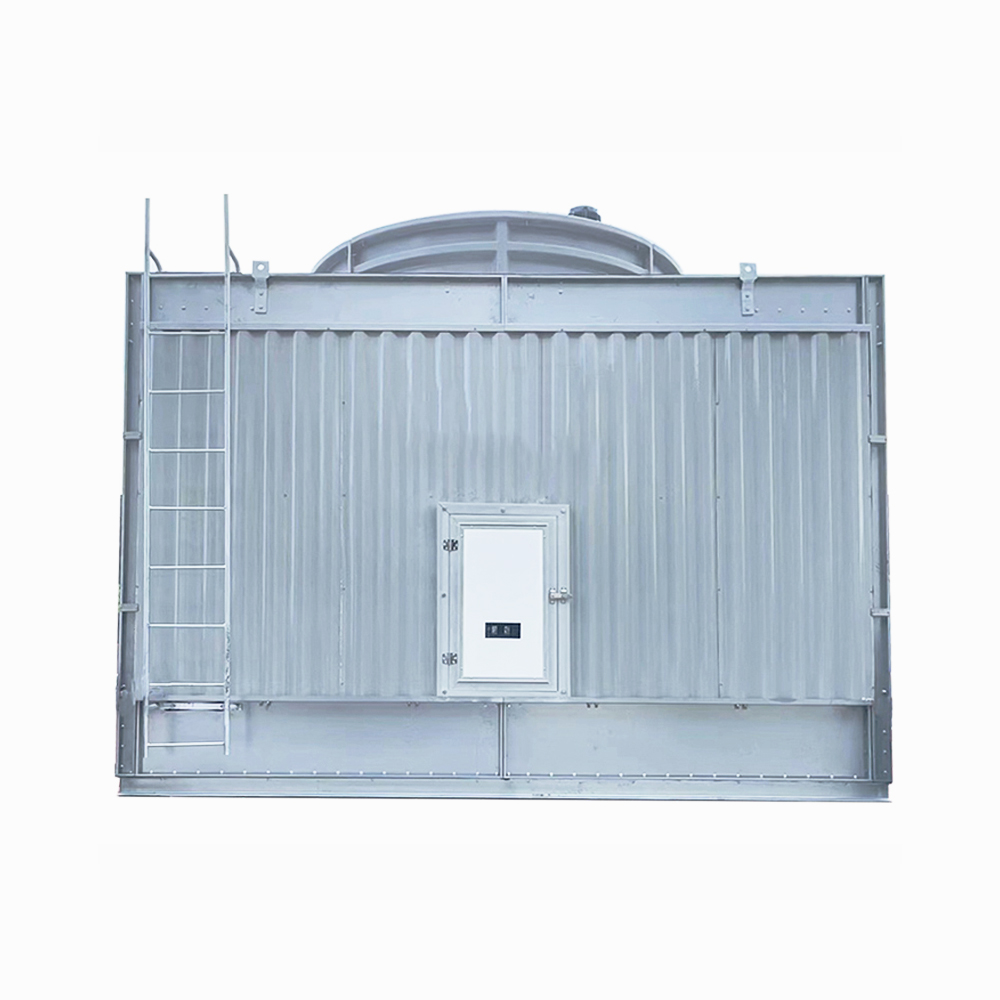
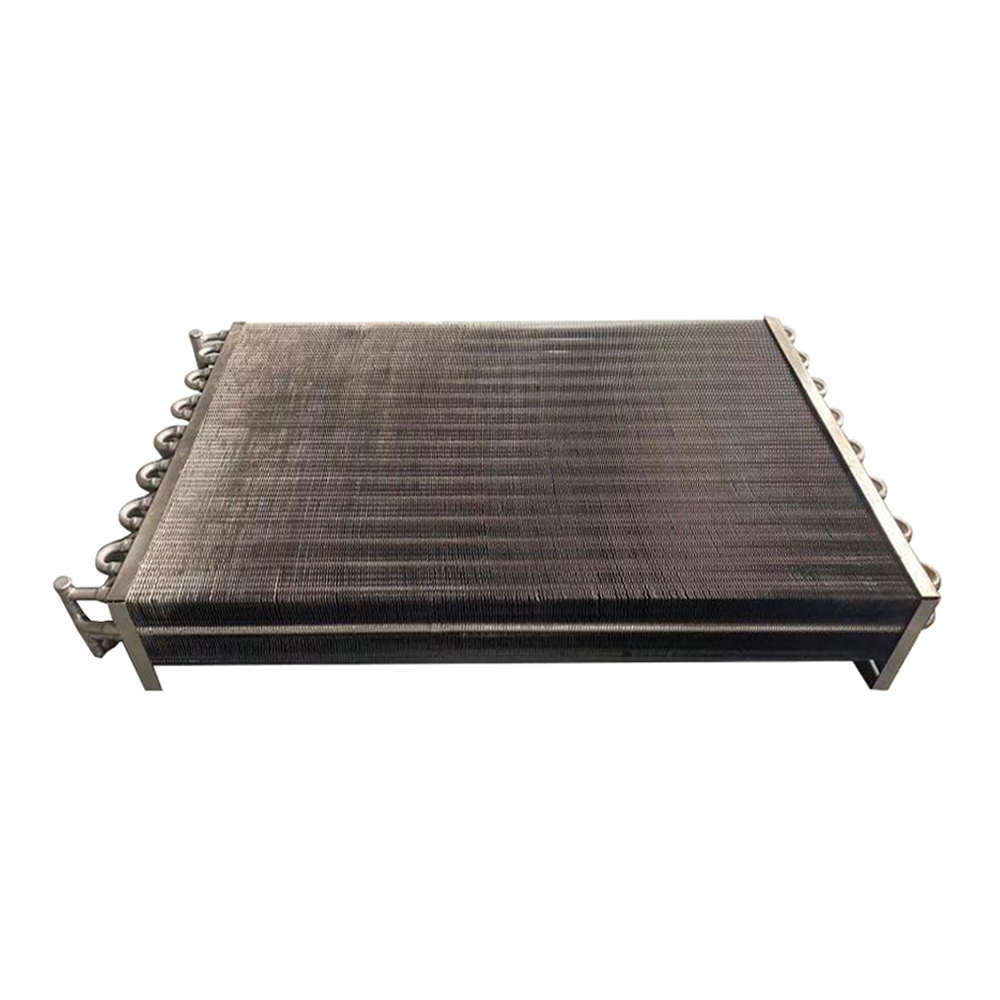
Material and Construction
The durability and lifespan of a 100 ton cooling tower depend heavily on the construction materials. High-quality materials like fiberglass-reinforced plastic (FRP), galvanized steel, or stainless steel are common choices. Examine the manufacturer's specifications regarding corrosion resistance, UV protection, and structural integrity. Explore the warranty offered by different manufacturers.
Choosing the Right Best 100 ton cooling tower Manufacturer
Reputation and Experience
Prioritize manufacturers with a proven track record of supplying and supporting large-scale cooling towers. Look for companies with extensive experience in your industry sector and a solid reputation for quality and customer service. Reviews and testimonials can provide valuable insight into a manufacturer’s reliability and responsiveness.
Design and Engineering Capabilities
A reputable manufacturer will offer customized design solutions tailored to your unique requirements. The ability to adapt to specific site conditions and integrate with existing infrastructure is crucial. Inquire about their engineering expertise and their use of advanced design software for optimal performance and efficiency.
Maintenance and Support
Consider the long-term maintenance and support offered by the manufacturer. Easy access to spare parts, readily available technical assistance, and comprehensive service contracts are vital for minimizing downtime and ensuring the long-term performance of your cooling tower. A strong warranty also demonstrates the manufacturer's confidence in their product.
Top Considerations for Your Decision
Cost vs. Value
While initial cost is a factor, prioritize long-term value and operating efficiency. A higher upfront investment in a high-quality 100 ton cooling tower from a reputable manufacturer can often translate into lower operating costs, reduced maintenance needs, and a longer lifespan.
Environmental Impact
Consider the environmental impact of different cooling tower designs and materials. Some manufacturers emphasize sustainable practices and the use of environmentally friendly materials. Look for manufacturers committed to reducing water consumption and minimizing energy usage.
Safety and Compliance
Ensure the manufacturer complies with all relevant safety and regulatory standards. Check for certifications and approvals that demonstrate adherence to industry best practices and safety guidelines. This is critical for preventing accidents and ensuring compliance with local regulations.
Examples of Reputable Manufacturers
While we cannot provide an exhaustive list of every manufacturer, research and due diligence are essential. One company to consider is Shanghai SHENGLIN M&E Technology Co.,Ltd, a provider of industrial cooling solutions. Always conduct thorough research to find a manufacturer that best suits your needs and budget. Compare quotes and specifications carefully before making a final decision.
Conclusion
Selecting the best 100 ton cooling tower manufacturer requires careful consideration of several key factors. By prioritizing quality, performance, reliability, and long-term value, you can ensure the efficient and sustainable operation of your cooling system. Remember to conduct thorough research, compare options, and engage with manufacturers directly to ensure a successful outcome for your project.